关键词 |
苏州内衬塑钢管,衬塑钢管,苏州衬塑钢管,销售衬塑钢管 |
面向地区 |
全国 |
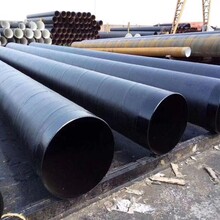
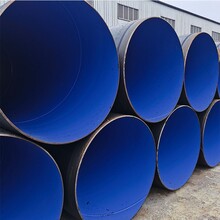
(环保)衬塑钢管的技术衬塑钢管继承了钢管和塑料管各自的优点,并且根据市场需求、生产工艺、防腐措施、连接方式、性价比等诸多方面进行综合分析后合理设计管材。因此,该管材具有众多技术特点,广泛应用于各类建筑的冷热水的给水系统。连接方式有卡环连接、沟槽(卡箍)连接或丝扣连接,施工工艺类似钢管的沟槽连接与钢管的丝扣连接。
随着人们的环保意识、健康意识的普及,新型环保给水用管材如雨后春笋般层出不穷,其品种之多难以枚举。衬塑钢管继承了钢管和塑料管各自的优点,同时又摒弃了各自的缺点。在管材设计中重要的内容之一是根据使用条件和要求,合理确定管材的壁厚,同时该参数直接影响产品的性价比。
API无缝钢管 酸洗后,通过氯化铵或 氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗为了质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。建设部已正式下文,淘汰技术落后的冷镀锌管,今后不就是电镀锌。是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
炉卷轧机:炉卷轧机包括一架往复式粗轧机及一架4辊往复精轧机。在精轧机两边的输送线上安装了两台热卷轧机。输出辊道通常包括一套层流冷却系统和一个卷取站。在炉卷轧机上,不锈钢冲压弯头管件整个长度上的热机械历史显著变化,尤其是在微不锈钢冲压弯头管件生产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个不锈钢冲压弯头管件长度上终显微组织和性能的剧烈变化
半连续轧机:包括1机架炉卷轧机及5机架精轧机。在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的。在精轧机上道次间的时间通常少于3s。
CSP连铸连轧:在CSP生产线上对含有铌、钒、钛复合微合金化的低碳锰钢,采用合适的控轧控冷和卷取工艺,可以管件的力学性能和显微组织符合现代X60不锈钢冲压弯头的技术要求,符合现代不锈钢冲压弯头管件发展趋势。我国CSP连铸连轧生产线已开发到了X60不锈钢冲压弯头管件,而美国及国外其它CSP生产厂已经开发和生产了高牌号不锈钢冲压弯头管件X60、X65乃至X70。其工艺特点是连铸薄板坯存在中心偏析,镀锌无缝钢管消除连铸薄板坯中心偏析是进一步提高不锈钢冲压弯头管件质量的关键技术问题,不锈钢冲压弯头使用的板材60~70年代主要采用鞍钢等厂家生产的A3、16Mn,随着管道管径增大和输送压力的提高,管件板强度不能满足需求。80年代以后各石油焊管件厂开始使用按美国API标准生产的管线钢板,由于当时国内不锈钢冲压弯头板生产厂技术不成熟,主要采用进口板。
丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
GB/T14291-1992(矿用流体输送焊接钢管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T14980-1994(低压流体输送用大直径电焊钢管)。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q23钢。